生產工藝熱軋 冷軋 精軋
形狀U型
計重方式過磅
加工服務按需加工
加工定制是
質量等級A
運輸方式貨運 車運
執行標準國標
加工工藝分條
材質304L 316L
可售賣地全國
重慶仁邦公司先后與上海寶鋼、武漢鋼鐵(武鋼)、馬鞍山鋼鐵(馬鋼)、包頭鋼鐵(包鋼)、鞍山鋼鐵(鞍鋼)、唐山鋼鐵(唐鋼)、江蘇沙鋼(沙鋼)、衡陽鋼管、無錫振達鋼管、山東魯寶鋼管等多家大型鋼廠有著穩定的合作關系。憑借優越的貨源渠道,***的管理方式,靈敏的市場信息,及完善的售后服務在鋼鐵行業的發展中贏得了廣大客戶的支持和信賴!公司立足重慶,西南及周邊地區。
不銹鋼鈑金加工的過程是理論與實踐的結合,是將有關機械制造的基本工藝知識、基本工藝方法和基本工藝實踐等有機結合起來的一道制作過程。在鈑金加工的過程中,要注意以下方面:
在使用樣本圖紙時,展開方式要便于節省材料和加工的及時性;壓鉚、撕裂、沖凸點(包)等位置方向,要畫出剖視圖,便于加工的便利性,也更能直觀地理解;要核對板厚、材質以及板厚公差等參數;角度,如折彎角內半徑(一般R=0.5)要試折而定展開;如果有容易出錯的地方,應該重點表明,以示提示;如果有尺寸較多、較復雜的地方,應該把此部分圖放大;有需要烤漆或保護的,也應做好提示。

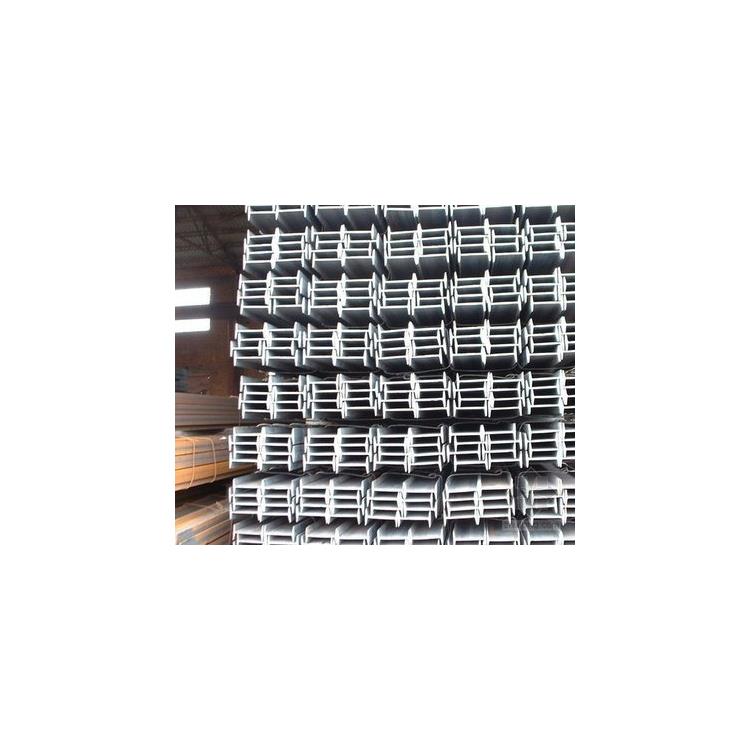
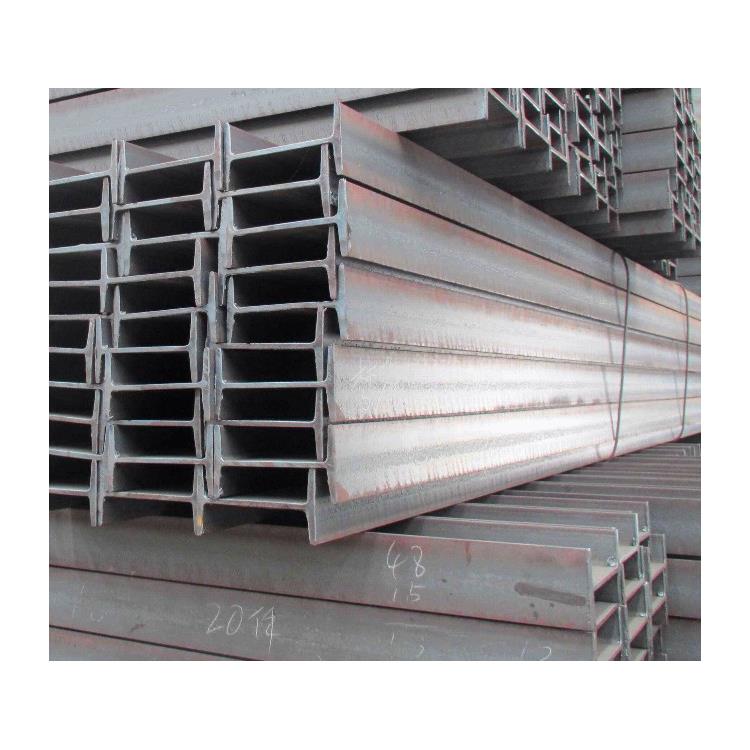
二不銹鋼工字鋼的分類和應用
工字鋼分普通工字鋼和輕型工字鋼,熱軋普通工字鋼的規格為10-63#,熱軋普通工字鋼規格為12-55#。工字鋼廣泛用于建筑結構、橋梁、車輛、支架、機械等

淺析304不銹鋼工字鋼加工折彎主要的注意事項
加工焊接:焊接之前應除掉有害于焊接的銹、油、水份、油漆等,選定適合鋼種的焊條。點焊時間距比碳鋼點焊間距短,除掉焊渣時應使用不銹鋼管刷。焊完以后,為了防止局部腐蝕或強度下降,應對表面進行研磨處理或清洗。
切斷以及沖壓:由于不銹鋼比一般材料強度高,所以沖壓以及剪切時需要更高的壓力,而刀與刀間隙準確時才能不發生切變不良和加工硬化,好采用等離子或激光切斷,當不得不采用氣割或電弧切斷時,對熱影響區進行研磨以及必要進行熱處理。
加工折彎:簿板可以折彎到180,但為了減少彎面的裂紋同半徑大小好板厚的,厚板沿壓延方向時給板厚半徑,與壓延垂直方向彎曲時給板厚的半徑是有必要的,特別是在焊接時,為了防止加工開裂應對焊接區進行表面研磨。

不銹鋼工字鋼檢驗方法
檢測上述化學成分時?常用的標準檢驗方法有GB223、JISG1211-1215、BS1837、BS19、Г ОС Т22536等。
國標:GB13296-97、GB/T14976-2002、GB/T14975-2002 美標?ASTM A312/A312M、ASTM A213/A213M、ASTM A269/A269M,德標,DIN 2462 日標?JIS G3463 其他標準?可根據客戶提供標準生產。
我們公司遵循"信守合同、優良服務"宗旨,"團結協作、嚴謹求實、開拓創新"的企業精神,向新老客戶提供滿意的服務。
http://m.yf-gg.cn