生產(chǎn)工藝熱軋 冷軋 精軋
形狀U型
計(jì)重方式過(guò)磅
加工服務(wù)按需加工
加工定制是
質(zhì)量等級(jí)A
運(yùn)輸方式貨運(yùn) 車運(yùn)
執(zhí)行標(biāo)準(zhǔn)國(guó)標(biāo)
加工工藝分條
材質(zhì)304L 316L
可售賣地全國(guó)
我們公司始終秉承“誠(chéng)信、互助、共生、共贏”的經(jīng)營(yíng)理念,憑借實(shí)力、出眾品質(zhì)建立良好合作關(guān)系,我們公司的精神“誠(chéng)信、奉獻(xiàn) 、自律、追趕”;我們的服務(wù)宗旨是為您服務(wù)是我們刻不容緩的義務(wù)。
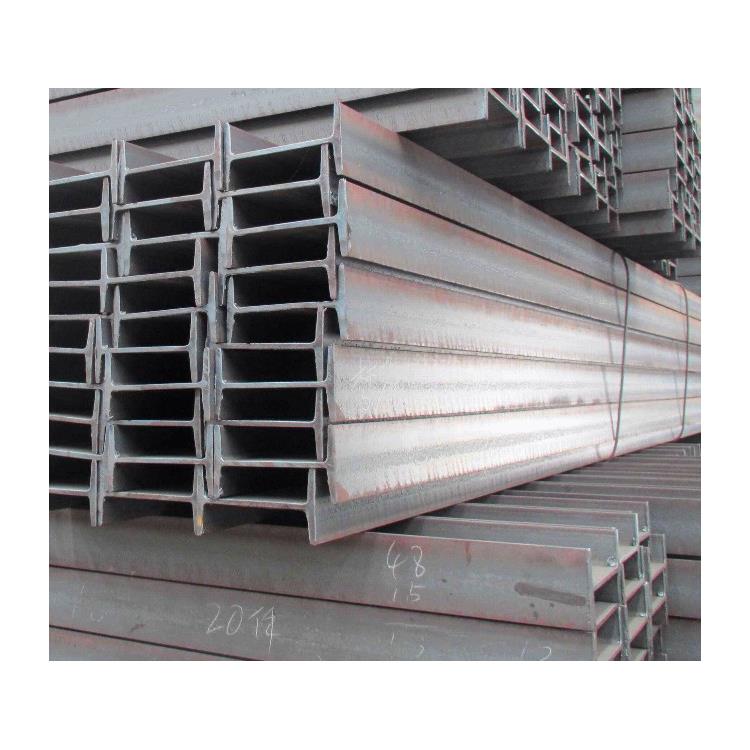
不銹鋼工字鋼化學(xué)成分屬一般結(jié)構(gòu)用軋制鋼材系列?主要檢驗(yàn)指標(biāo)為C、Mn、P、S四項(xiàng)。根據(jù)牌號(hào)不同,含量各有差別,大致范圍為C<0.08%、Mn,2.0、P<0.035%、S<0.03%.

不銹鋼鈑金加工的過(guò)程是理論與實(shí)踐的結(jié)合,是將有關(guān)機(jī)械制造的基本工藝知識(shí)、基本工藝方法和基本工藝實(shí)踐等有機(jī)結(jié)合起來(lái)的一道制作過(guò)程。在鈑金加工的過(guò)程中,要注意以下方面:
在使用樣本圖紙時(shí),展開方式要便于節(jié)省材料和加工的及時(shí)性;壓鉚、撕裂、沖凸點(diǎn)(包)等位置方向,要畫出剖視圖,便于加工的便利性,也更能直觀地理解;要核對(duì)板厚、材質(zhì)以及板厚公差等參數(shù);角度,如折彎角內(nèi)半徑(一般R=0.5)要試折而定展開;如果有容易出錯(cuò)的地方,應(yīng)該重點(diǎn)表明,以示提示;如果有尺寸較多、較復(fù)雜的地方,應(yīng)該把此部分圖放大;有需要烤漆或保護(hù)的,也應(yīng)做好提示。

淺析304不銹鋼工字鋼加工折彎主要的注意事項(xiàng)
加工焊接:焊接之前應(yīng)除掉有害于焊接的銹、油、水份、油漆等,選定適合鋼種的焊條。點(diǎn)焊時(shí)間距比碳鋼點(diǎn)焊間距短,除掉焊渣時(shí)應(yīng)使用不銹鋼管刷。焊完以后,為了防止局部腐蝕或強(qiáng)度下降,應(yīng)對(duì)表面進(jìn)行研磨處理或清洗。
切斷以及沖壓:由于不銹鋼比一般材料強(qiáng)度高,所以沖壓以及剪切時(shí)需要更高的壓力,而刀與刀間隙準(zhǔn)確時(shí)才能不發(fā)生切變不良和加工硬化,好采用等離子或激光切斷,當(dāng)不得不采用氣割或電弧切斷時(shí),對(duì)熱影響區(qū)進(jìn)行研磨以及必要進(jìn)行熱處理。
加工折彎:簿板可以折彎到180,但為了減少?gòu)澝娴牧鸭y同半徑大小好板厚的,厚板沿壓延方向時(shí)給板厚半徑,與壓延垂直方向彎曲時(shí)給板厚的半徑是有必要的,特別是在焊接時(shí),為了防止加工開裂應(yīng)對(duì)焊接區(qū)進(jìn)行表面研磨。

不銹鐵系列?00Cr12、0Cr12、00Cr13、0Cr13、1Cr13、2Cr13、3Cr13、4Cr13、0Cr17、1Cr17、Y1Cr13(416)、Y1Cr17(430F)等。
我們公司本著“客戶優(yōu)先、服務(wù)至上”的宗旨,牢記“讓每個(gè)客戶都用好產(chǎn)品”的使命,與各界朋友廣泛合作,攜手共進(jìn),共創(chuàng)美好未來(lái)。
http://m.yf-gg.cn